
Isı Kaydı ve Ultrasonik Kaynaklaştırma Karşılaştırması
Çalışma Süreci Prensibindeki Fark
Isı Kaydı Nedir?
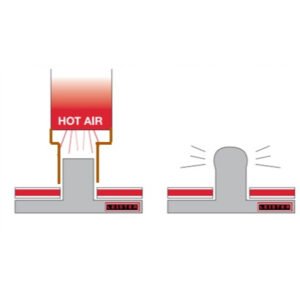
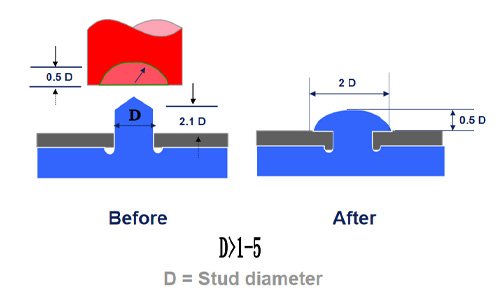
Isı Sabitleme Dış bir ısı kaynağı kullanılarak plastik bir çivi (veya göbek) ısıtmayı ve ardından basınç uygulayarak eritmeyi ve şekil vermeyi içeren bir birleşim işlemidir. Malzeme soğuyup katılaştıkça, bileşenler arasında kalıcı bir mekanik bağ oluşturur.
Bu teknik genellikle plastik parçaların montajında, metal takviyelerin eklenmesinde veya vida veya yapıştırıcı gibi ek bağlantı elemanları olmadan bileşenlerin güvenliğini sağlamada kullanılır. Süreç, malzemenin termoplastik özelliklerine dayanır; bu özellik, ısı altında yumuşamasına ve soğuduğunda sertleşmesine izin vererek güvenilir bir bağlantı sağlar.

Ultrasonik Kaydırma Ultrasonik boynun yüksek frekanslı titreşimini kullanarak titreşim yoluyla plastik parçalarda sürtünme ısısı üretir ve aynı zamanda onları sabitlemek için basınç uygular, böylece malzemelerin birleşmesini tamamlar.
Bu süreç, elektrik enerjisinin mekanik titreşimlere dönüştürülmesiyle çalışır (genellikle 20–40 kHz). Ultrasonik boyun, bu titreşimleri plastik çivi veya göbeklere aktarır, temas yüzeyinde moleküler sürtünmeyi artırarak sıcaklığı yükseltir ve malzemeyi eritir. Aynı anda uygulanan basınç, erimiş plastikleri şekillendirir (örneğin, kubbe veya flanş oluşturma), soğurken katılaşır ve güvenli bir mekanik bağ oluşturur.
Uygulama Farkı
Ultrasonik Kaydırma Özel olarak tasarlanmış, yüksek hassasiyetli bir boyun kullanır ve titreşim enerjisini doğrudan plastik çiviye odaklar, böylece ısı transferini yakınlardaki bileşenlere en aza indirir. Bu hassasiyet, hassas parçalar veya yakın malzemelerde minimum termal hasar sağlar.
Buna karşılık, Isı Kaydı Dış ısı kaynaklarına (örneğin, ısıtılmış uçlar veya plakalar) dayanır ve plastikleri eritmek için kullanılır, bu da doğal olarak daha geniş termal yayılımı içerir. Bu yöntem daha az hassas olup, uzun süre yüksek sıcaklıklara maruz kalma nedeniyle yakınlardaki bileşenlere zarar verme riski daha yüksektir.
Uygun İşçilik Nasıl Seçilir?
Isı Kaydı Seçimi Ne Zaman Yapılmalı:
Yüksek erime noktası olan malzemeler (örneğin, PC, PA) veya sıcaklığa duyarsız plastikler.
Büyük perçinleme alanları (örneğin, çapı >5mm) veya karmaşık geometrilere sahip parçalar.
Bütçe kısıtlamaları veya düşük hacimli üretim çalışmaları.
Ultrasonik Sabitlemeyi Ne Zaman Seçmelisiniz:
Yüksek hızlı üretim (örneğin, elektronik montaj hatları).
Ultra-precision gereksinimleri (örneğin, tıbbi cihazlar).
İnce duvarlı bileşenler veya ısıya duyarlı plastikler (örneğin, ABS ince kabuklar).
Hyusonic, 20 yıllık sektör deneyimiyle ultrasonik kaynak makineleri ve sıcak plaka sıcak eriyik kaynak makineleri konusunda profesyonel bir üreticidir. Plastik ve metal malzeme araştırması ve kaynak çözümlerinde birçok yıllık araştırma deneyimine sahibiz. Bize ulaşın ve hakkında bilgi alın ultrasonik kaynak makineleri or ısı sabitleme makineleri.