
Ultrasonic Battery Tab Welding: The Complete Guide to Copper & Aluminum Foil Bonding
Publish Data:2026.5.3 Author: Hyusonic
A battery tab weld is no thicker than a few sheets of paper, yet it carries all the current a cell will ever deliver. If it fails, you are not just looking at scrap — you could be looking at thermal runaway. This is why ultrasonic metal welding (UMW) has become the standard for lithium-ion battery tab joining. It is solid-state, needs no filler metal, and avoids the heat that damages electrode coatings.
Below we cover how the bond actually forms, why copper and aluminum demand different approaches, what happens inside a multilayer stack, and how to pick the right ultrasonic metal welding machine for your process. Throughout, we include observations from our own application work at Hyusonic.
1. How the Bond Forms — Not Melting, But Scrubbing
Ultrasonic metal welding introduces 20–40 kHz lateral vibration to the top surface of the stack while pneumatic force clamps the assembly against an anvil. The high-frequency scrubbing breaks up the oxide layers that naturally coat copper and aluminum. Once clean metal is exposed, atomic diffusion takes over and a solid-state bond forms well below the melting point.
Because there is no melt pool, the process avoids the three big problems that fusion methods bring to cells: heat-affected zones near separators, spatter, and brittle intermetallic phases. That is why nearly every prismatic and pouch cell line today relies on ultrasonic battery tab welding.
2. Copper vs. Aluminum: Two Very Different Metals
On a drawing, copper and aluminum tabs look interchangeable. In front of the horn, they behave nothing like each other.
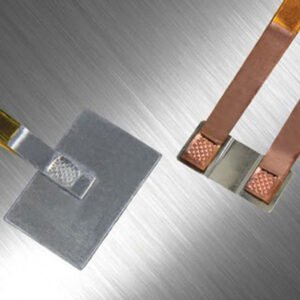
Aluminum is soft, but its oxide (Al₂O₃) is extremely hard. The horn must break that oxide with an aggressive knurl pattern and enough amplitude to sweep it away. Once clean, aluminum bonds quickly. At our application lab, we find that a typical 20-µm aluminum foil stack welds cleanly at 18–22 Joules in energy mode. Go past 28 Joules with the same layer count and the top foil begins to extrude — a clear sign of over-weld.
Copper is harder, resists deformation, and requires more energy. The same layer count in copper may need 30 Joules or more before peel strength reaches specification. The heat generated at the interface is also higher, because copper absorbs more ultrasonic energy per cycle. If you accidentally run copper parameters on aluminum, you blow through the stack. Run aluminum parameters on copper, and the bond comes apart in QC.
For copper-to-aluminum joints — tab to busbar, for example — process control is tighter still. Above a certain energy, brittle Cu-Al intermetallics grow and degrade both electrical and mechanical performance. Keeping the energy window narrow is the only way to get a reliable joint.
3. Multilayer Welding: Attenuation Sets the Limit
Stack 20 or 30 foils under the horn and you face a physical reality: ultrasonic energy enters at the top layer and weakens as it travels down. Each interface consumes some of the vibration through friction and deformation. By the time the pulse reaches the bottom foils, amplitude can drop too low to break the oxide and form a proper bond.
On a standard 20 kHz ultrasonic metal welding machine, a well-aligned setup can consistently weld up to about 24 aluminum foils to a tab. For copper, because it absorbs more energy per layer, 20 foils is a realistic ceiling. Beyond these numbers, you either live with reduced peel strength at the bottom of the stack or change something in the process.
At Hyusonic, when we work with customers pushing 40 aluminum foils, we often move to a custom horn profile and a stepped pressure schedule — the horn starts with moderate force to initiate the bond in the upper layers, then increases pressure to push energy deeper. This is not something a standard machine delivers out of the box, but it can nearly double the layer count with the same generator. You can see the range of our ultrasonic metal welder configurations here.
4. The Three Knobs: Amplitude, Pressure, and Time
Every tab weld is controlled by three variables that interact. Changing one without the others is the most common cause of process drift.
Low peel strength usually means the oxides never fully broke. Increase amplitude first — adding time alone rarely helps, because the surfaces just sit under pressure without enough scrubbing. Once amplitude is raised, adjust pressure to keep the horn coupled firmly to the part.
Foil cracking or excessive thinning points to too much amplitude for the pressure you are using. Back off amplitude in small steps and make sure the clamping force is high enough to prevent the horn from hammering the foils instead of scrubbing them.
Inconsistent weld quality across the joint area is nearly always an alignment problem. Even a small tilt between horn and anvil creates pressure variation. During machine commissioning, a dial indicator run across the horn face catches deviations that would otherwise show up as intermittent peel failures weeks later.
On our systems, the generator logs frequency, power, and horn displacement in real time for every weld. These traces are the earliest indicators of process drift — often showing a shift days before mechanical testing would catch it.
5. Choosing Equipment: Standard or Custom?
A standard ultrasonic metal welding machine built for battery tab work should give you: 20 kHz frequency, digital amplitude control in 1% increments, time and energy welding modes, and a rigid frame that maintains horn-parallelism under full load.
When a standard machine fits: most single-tab welding on prismatic or pouch cells — up to about 24 Al foils or 20 Cu foils.
When you should look at customization:
Your foil count exceeds these ranges
You are welding dissimilar stacks (Cu tab to Al busbar) where intermetallic suppression is critical
Your tab geometry is non-standard, or the horn access is restricted
You need full automation integration with MES data handshaking
FAQ
Can I weld both copper and aluminum on the same machine?
Yes. The machine stays the same; the parameter set changes. Copper needs higher energy. A digital controller with stored recipes switches between materials in seconds.
Why does frequency matter for battery tab welding?
Lower frequencies (20 kHz) deliver the power and amplitude needed for copper and thick aluminum stacks. Higher frequencies (35–40 kHz) are gentler and suited to thin foils or delicate parts. Choosing the right ultrasonic welding battery tabs frequency is not one-size — it must match your stack and quality targets.
What does a good weld look like?
Uniform tool impression without foil breakthrough, consistent peel strength above your minimum, no edge lifting or wrinkling, and stable electrical resistance before and after cycling. If the generator traces overlay tightly from weld to weld, the process is healthy.
6. Summary
Ultrasonic battery tab welding looks simple — stack foils, apply vibration and pressure, done in under a second. But the difference between a joint that lasts 2,000 cycles and one that quits at 500 comes down to a few physics details: oxide removal, energy attenuation through the stack, material-specific parameter limits, and real-time process monitoring.
At Hyusonic, we build ultrasonic metal welding machines specifically for EV battery and precision joining applications. If you are developing next-generation cells — higher layer counts, solid-state, dry-electrode tabs — we run application trials with your actual materials to find the process window before you commit to equipment.
Even if you work with a different supplier, the principles above should help you ask sharper questions and build a more robust tab welding process.
External references: The insights in this article draw on peer-reviewed research available via IEEE Xplore, ScienceDirect, and patent databases. We encourage readers to consult the primary literature on eddy current inspection of tab welds, layer-wise welding strategies, and lithium tab protection methods.