
Near-Field vs. Far-Field Ultrasonic Welding: Key Differences and Applications
Publish Data:2025.7.16 Author: Hyusonic
Ultrasonic plastic welding has become a critical joining technique in modern manufacturing, enabling fast, clean, and reliable bonding of thermoplastics without adhesives or screws. Within ultrasonic welding, two primary configurations exist: Near-Field Welding and Far-Field Welding. Understanding the difference between these two methods is essential when choosing the right process for your plastic assembly application.
In this guide, we’ll break down the key distinctions between Near-Field and Far-Field ultrasonic welding, explore their advantages, limitations, and use cases, and help you determine which is best for your project.
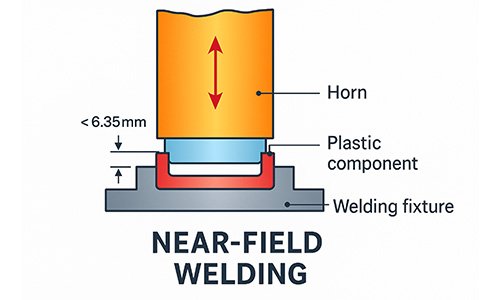
What Is Near-Field Ultrasonic Welding?
Near-field welding occurs when the ultrasonic horn (sonotrode) is placed in direct contact or very close to the plastic parts being joined. The energy travels only a short distance—typically less than 6 mm (0.25 in)—from the horn to the weld joint.
Characteristics:
Direct horn-to-part contact
Short energy path
High-frequency vibration transfer
Ideal for small, precise components
Typical Applications:
Medical devices (catheters, valves)
Electronic components (USB housings, sensors)
Microfluidic parts
Consumer product enclosures
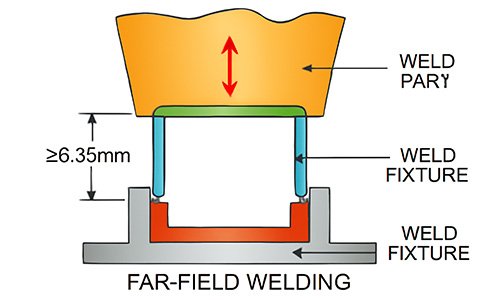
What Is Far-Field Ultrasonic Welding?
Far-field welding, in contrast, is used when the horn is located farther from the weld joint—often more than 6 mm. The ultrasonic vibrations must travel through a larger mass of plastic to reach the joint.
Characteristics:
Indirect horn placement
Energy passes through the plastic body
Requires rigid, low-damping materials
Better suited for larger, uniform parts
Typical Applications:
Automotive components (dashboards, HVAC parts)
Appliance housings
Larger electronic devices
Key Differences: Near-Field vs. Far-Field Welding
| Feature | Near-Field Welding | Far-Field Welding |
|---|---|---|
| Horn Placement | Direct or very close to joint | Distant from joint |
| Energy Travel Distance | < 6 mm (short) | > 6 mm (long) |
| Material Requirements | Most thermoplastics | Rigid, low-attenuation plastics only |
| Part Size | Small to medium components | Medium to large components |
| Weld Precision | High | Moderate |
| Design Flexibility | Less restrictive | Requires robust, symmetric design |
| Typical Industries | Medical, Electronics, Consumer Goods | Automotive, Appliances, Heavy-Duty Electronics |
Advantages and Limitations
Near-Field Welding – Pros:
High precision and control
Fast cycle time
Strong welds with minimal energy loss
Less sensitive to part geometry
Cons:
Limited to smaller parts or close-access weld joints
Far-Field Welding – Pros:
Suitable for larger assemblies
Allows tool placement away from weld zone
Less wear on horn due to non-contact design
Cons:
Energy loss over distance
Not suitable for soft or highly attenuative plastics
Requires careful design and fixturing
Design Considerations for Each Method
For Near-Field Welding:
Design parts with easy access to the joint
Include energy directors to improve weld consistency
Avoid soft or very thin materials near horn contact area
For Far-Field Welding:
Ensure parts are rigid and symmetric to reduce vibration loss
Use consistent wall thickness
Materials should transmit ultrasonic energy effectively (e.g., ABS, PC, PMMA)
Choosing the Right Method
To determine which welding method is best for your project, consider the following:
Component size: Use Near-Field for micro or compact parts; Far-Field for large or deep assemblies.
Material type: Far-Field requires rigid, low-damping thermoplastics.
Weld location: Near-Field is best when joints are accessible; Far-Field works when joints are embedded or hard to reach.
Production scale: Both methods support high-volume manufacturing, but Near-Field generally allows tighter quality control.