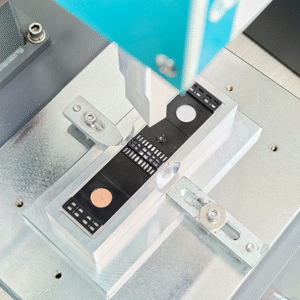
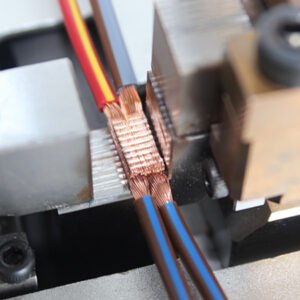
レーザー溶接と超音波溶接:現代製造業のための包括的比較 はじめに 今日の急速に進化する製造環境において、正確で信頼性が高く効率的な接合方法の必要性はかつてないほど高まっています。注目を集めている二つの技術は レーザー溶接 および 超音波溶接. です。両者はクリーンで自動化された高性能な溶接ソリューションを提供しますが、根本的に異なる原理で動作し、異なる用途に適しています。.この詳細ガイドは 技術的および実用的な比較 を提供し、これら二つの接合方法の動作原理や材料適合性からコスト、効率、業界での応用までを網羅しています。熱可塑性プラスチック、非鉄金属、複雑なアセンブリに取り組む場合でも、それぞれの長所と制限を理解することは、製造結果を最適化するために非常に重要です。. 1. 原理の理解 1.1 レーザー溶接とは何か? レーザー溶接 は、高出力のレーザービームを利用して材料の界面を溶かし接合する融合溶接技術です。エネルギーは正確に集中され、 深い浸透と狭い溶接域. を可能にします。これは、 航空宇宙, 自動車, 電子機器, および 医療機器 産業で一般的に使用されており、その高い精度と強度が評価されています。.主な特徴:高エネルギー密度深い溶接浸透非接触プロセスジョイントへの光学的アクセスが必要 1.2 超音波溶接とは何ですか? 超音波溶接 は 固相溶接 圧力下で高周波の機械振動を利用した技術です。材料を溶かす代わりに、超音波溶接は界面で摩擦熱を発生させ、分子レベルで材料を融合させます。.主な特徴:充填材や接着剤は不要低熱影響非常に高速な溶接時間薄いプラスチックや箔に最適 2. 材料と適合性 2.1 レーザー溶接に適した材料 レーザー溶接は非常に効果的です:ステンレス鋼チタンアルミニウムニッケル合金特定のプラスチック(少なくとも一層がレーザーを吸収する場合)高い熱入力と深い浸透性のため、次の用途に最適です 厚みのある材料, 精密溶接, および 届きにくい場所. 2.2 超音波溶接に適した材料 超音波溶接に最適なもの:熱可塑性樹脂(例:ABS、PP、PC)薄い非鉄金属(銅、アルミニウム、真鍮)多層フィルム包装繊細な電子機器その 低熱プロファイル は、材料の劣化が懸念される環境で特に有用です。例えば、 医療用包装 or バッテリタブの溶接. 3. 接合設計と溶接強度 3.1 接合タイプと形状 レーザー溶接はさまざまな接合構成をサポートします:突合せ接合重ね接合フィレジョイントエッジ溶接超音波溶接は通常、 カスタムジョイント設計を必要とします, 、例えば:エネルギーディレクター(プラスチック内)重ね合わせ面干渉フィット機能 3.2 強度と耐久性 レーザー溶接は 卓越した機械的強度を提供し, 、特に金属において耐腐食性と疲労に強いです。.超音波溶接は、金属では深さや強度は劣るものの、プラスチックでは非常に耐久性が高く、 高い再現性を持ち 大量生産に適しています。. 4. 速度、効率、そして自動化 4.1 溶接速度 超音波溶接: 1サイクルあたり0.1〜1秒の高速溶接レーザー溶接: 材料と厚さにより異なるが、一般的に高速超音波システムはしばしば レーザーシステムを凌駕する 薄いプラスチック用途におけるサイクルスピード。. 4.2 自動化機能 どちらの方法もインダストリー4.0に対応しており、以下のことが可能です。ロボットアームへの統合大量生産のためのプログラミングリアルタイムセンサーによる監視ただし、超音波溶着機は一般的に メンテナンスが容易 で、運転コストが 低く, 、そのため 少量から中量のメーカー. にとって有利です。 5. 熱影響と熱変形. 2つの技術の最も重要な違いの1つは、熱プロファイルにあります。 5.1 レーザー溶接の熱影響 レーザー溶接は、 熱影響部(HAZ)を生成し、それは:内部応力を導入する薄い材料の歪みにつながる欠陥を最小限に抑えるために適切な熱管理とクランプが不可欠です。. 5.2 超音波溶接の熱プロファイル 超音波溶接は 低熱プロセス, であり、次のような用途に最適です:温度に敏感な材料電子機器精密組み立てこれによりエネルギー消費も削減され 冷却時間を排除し, 全体的な効率を向上させます。. 6. コスト比較 6.1 機器コスト コスト要因超音波溶接レーザー溶接初期投資$10,000–$50,000$50,000–$300,000+メンテナンス低中程度から高程度オペレーター研修最小限上級投資収益率(ROI)大量生産時の方が高速用途による 超音波システムはしばしば コスト効率が良い, 特にプラスチックや小型金属部品の製造業者向けに。. 7. 安全性と環境要因 7.1 安全性の考慮事項 レーザーシステムには次のものが必要:密閉型作業台保護眼鏡煙抽出システム超音波システムは:一般的に安全に操作できる光放射を放出しない静か(適切な防音対策があれば) 7.2 環境への影響 超音波溶接は考えられている より環境に優しい 理由による:エネルギー使用量が少ない消耗品が不要廃棄物の生成が少ない 超音波プラスチック溶接機 超音波金属溶接機 超音波ワイヤーハーネス溶接機 8. 不良品の種類と品質管理 8.1 一般的なレーザー溶接欠陥 気孔亀裂スパッタ不完全な浸透 8.2 一般的な超音波溶接欠陥 不完全な融合位置ずれ表面汚染による弱い溶接両工程の品質管理は次の方法で向上させることができる:リアルタイム監視非破壊検査(NDT)スマートセンサー 9. 産業用途 9.1 レーザー溶接用途 自動車の車体組み立て航空宇宙タービン部品電子筐体医療用インプラント封止 9.2 超音波溶接用途 電気自動車バッテリータブ溶接食品包装封止使い捨て医療機器の組み立てコンシューマエレクトロニクスのハウジング各技術には 支配的な明確な分野があり, 、適切なものを選ぶことで製品の品質、速度、規制遵守を向上させることができる。. 10. 適切な技術の選択 レーザー溶接と超音波溶接のどちらかを決める際には、次の点を考慮してください:要素最適の選択薄い熱可塑性樹脂超音波溶接厚い金属レーザー溶接コスト重視のプロジェクト超音波溶接深い溶け込み溶接レーザー溶接非接触要件レーザー溶接高速大量生産超音波溶接視覚的な美しさレーザー溶接 結論 レーザー溶接と超音波溶接はどちらも、現代の製造における最先端のソリューションです。レーザー溶接は以下を提供しますが、 比類のない強度、精度、柔軟性 金属や複雑な形状に対して、超音波溶接は以下を提供します。 速度、経済性、熱効率 プラスチックや繊細な組み立て品に。.重要なのは、「より良い」技術を選ぶことではなく、 適切な仕事に適切なツールを選ぶこと. です。製造業者は、投資を行う前に、材料の種類、処理能力の要件、予算の制約、および製品の仕様を評価する必要があります。.自動化、センサー統合、および材料科学の継続的な進歩により、両方の技術はさらに進化し、よりスマートで、より高速で、より持続可能な製造プロセスを可能にするように設定されています。. 超音波金属溶接ビデオ