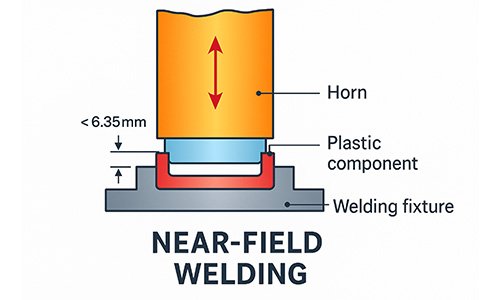
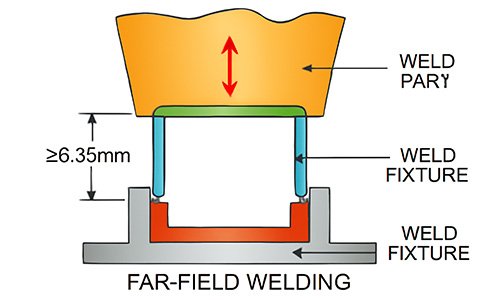
近接場と遠距場超音波溶接:主な違いと用途 公開データ:2025.7.16 著者: ハイソニック 超音波プラスチック溶接 現代の製造において重要な接合技術となっており、接着剤やネジを使わずに熱可塑性プラスチックを迅速かつクリーンに信頼性の高い接合を可能にしています。超音波溶接には主に二つの構成があります: 近接場溶接 および 遠距場溶接. これら二つの方法の違いを理解することは、プラスチック組み立て用途に適したプロセスを選択する際に不可欠です。.このガイドでは、近接場と遠距場超音波溶接の主な違いを解説し、それぞれの利点、制限、使用例を探り、あなたのプロジェクトに最適な方法を見つけるお手伝いをします。. 近接場超音波溶接とは何ですか? 近接場溶接 超音波ホーン(ソノトロード)が 直接接触 または非常に近い位置に配置されるときに発生します。エネルギーはホーンから溶接接合部まで短い距離—通常6mm(0.25インチ)未満—だけを伝わります。. 特徴:ホーンと部品の直接接触短いエネルギーパス高周波振動の伝達理想的な用途 小型で精密な部品 一般的な用途:医療機器(カテーテル、バルブ)電子部品(USBハウジング、センサー)マイクロ流体部品消費者向け製品のエンクロージャー 遠距離超音波溶接とは何ですか? 遠距離溶接, 一方、ホーンが位置している場合 溶接ジョイントから遠くに多くの場合6mm以上離れている。超音波振動は、ジョイントに到達するためにより大きなプラスチックの塊を通過しなければならない。. 特徴:間接ホーン配置エネルギーはプラスチック本体を通じて伝わる剛性が高く減衰の少ない材料が必要より適しているのは 大きく均一な部品 一般的な用途:自動車部品(ダッシュボード、HVAC部品)家電のハウジング大型電子機器 主な違い:近距離溶接と遠距離溶接 特徴近接場溶接遠距場溶接ホーンの配置ジョイントに直接または非常に近いジョイントから離れた位置エネルギー伝達距離< 6 mm(短い)> 6 mm(長い)材料要件ほとんどの熱可塑性プラスチック剛性で低減衰のプラスチックのみ部品サイズ小中規模のコンポーネント中大型のコンポーネント溶接精度高い中程度設計の柔軟性制約が少ない堅牢で対称的な設計が必要代表的な産業医療、電子機器、消費財自動車、家電、重電電子機器 利点と制限 近接場溶接 – 利点:高精度と制御性高速サイクルタイム最小限のエネルギー損失で強固な溶接部品の形状に対して感度が低い短所:小型部品やアクセスが制限された溶接ジョイントに限定遠距離溶接 – 利点:より大きなアセンブリに適している溶接ゾーンから離れたツール配置を可能にする非接触設計によるホーンの摩耗が少ない短所:距離によるエネルギー損失柔らかい素材や高減衰性プラスチックには不適慎重な設計と固定が必要 各方法の設計上の考慮点 近距離溶接の場合: ジョイントに容易にアクセスできるように部品を設計溶接の一貫性を向上させるためにエネルギーディレクターを含めるホーン接触エリア付近の柔らかいまたは非常に薄い材料を避ける 遠距離溶接の場合: 振動損失を減らすために部品を剛性かつ対称に設計一定の壁厚を使用材料は超音波エネルギーを効果的に伝えるべき(例:ABS、PC、PMMA) 適切な方法の選択 あなたのプロジェクトに最適な溶接方法を判断するには、次の点を考慮してください:部品のサイズ: マイクロまたはコンパクトな部品にはニアフィールドを使用し、大きいまたは深いアセンブリにはファーフィールドを使用します。.材料の種類: ファーフィールドは剛性が高く減衰の少ない熱可塑性プラスチックを必要とします。.溶接位置: ジョイントにアクセスしやすい場合はニアフィールドが最適です。ジョイントが埋め込まれているかアクセスが難しい場合はファーフィールドが適しています。.生産規模: 両方の方法は大量生産をサポートしますが、ニアフィールドは一般的により厳密な品質管理を可能にします。.